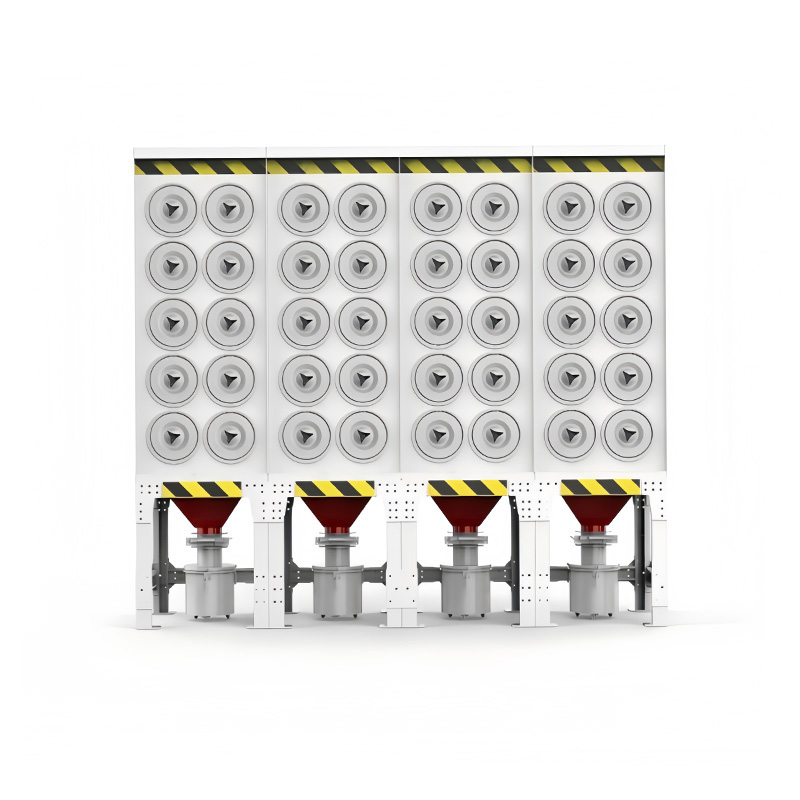

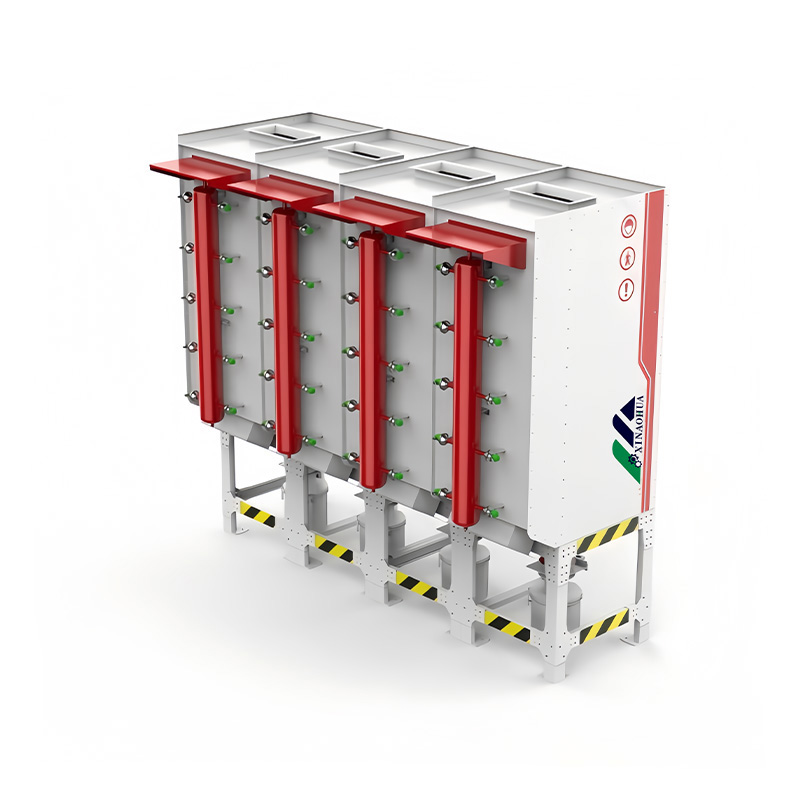
Горизонтальный рукавный фильтр с картриджными фильтрами

ООО Циндао Синьаохуа Окрасочное Оборудование
г. Циндао, р-н Лицан, ул. Шимэйань, д. 27
Описание продукта
Информация о компании

Отправить сообщение этому магазину
ООО Циндао Синьаохуа Окрасочное Оборудование
г. Циндао, р-н Лицан, ул. Шимэйань, д. 27
Соответствующие товары
-
 Линия по производству вулканизации резиновых гусениц и накладок
Линия по производству вулканизации резиновых гусениц и накладок -
 Вакуумная машина для горячего прессования
Вакуумная машина для горячего прессования -
 Двойная вакуумная вулканизационная машина
Двойная вакуумная вулканизационная машина -
 Вакуумная вулканизационная машина с электрическим нагревом
Вакуумная вулканизационная машина с электрическим нагревом -
 Вакуумная машина для вулканизации резины с масляным подогревом
Вакуумная машина для вулканизации резины с масляным подогревом -
 Горизонтальная машина для литья под давлением резины
Горизонтальная машина для литья под давлением резины -
 Вертикальная машина для литья под давлением резины
Вертикальная машина для литья под давлением резины -
 Резиновая вакуумная литьевая машина
Резиновая вакуумная литьевая машина