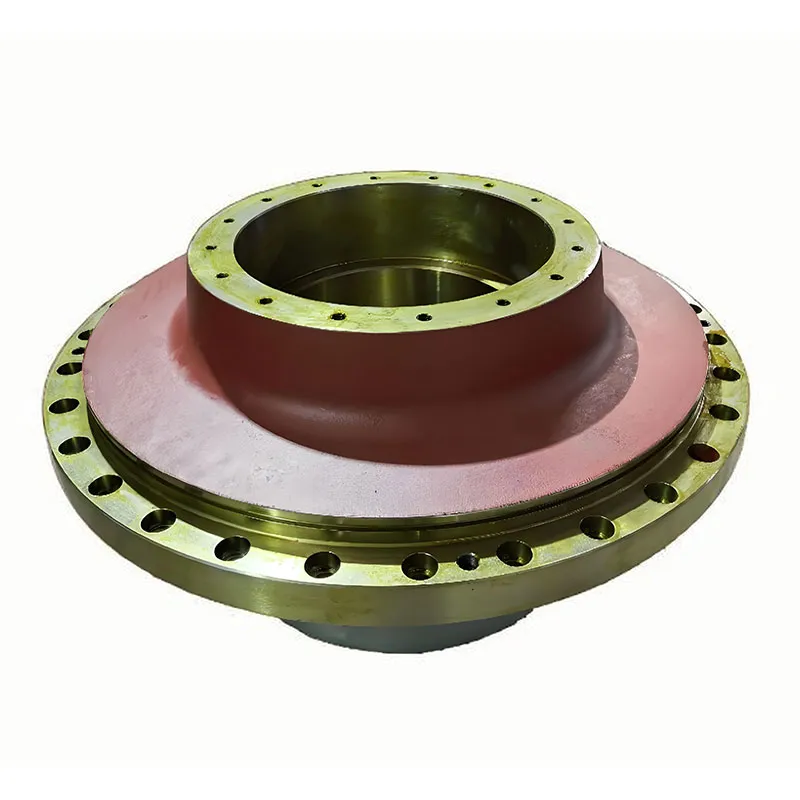

Корпус подшипника
ООО Чжэньцзян Синшэн Стальное Литье
16-я ул. Синье, деревня Сюэхуэйшан, посёлок Шандан, район Даньту, город Чжэньцзян, провинция Цзянсу
Описание продукта
Информация о компании
")
")


Отправить сообщение этому магазину
ООО Чжэньцзян Синшэн Стальное Литье
16-я ул. Синье, деревня Сюэхуэйшан, посёлок Шандан, район Даньту, город Чжэньцзян, провинция Цзянсу







