
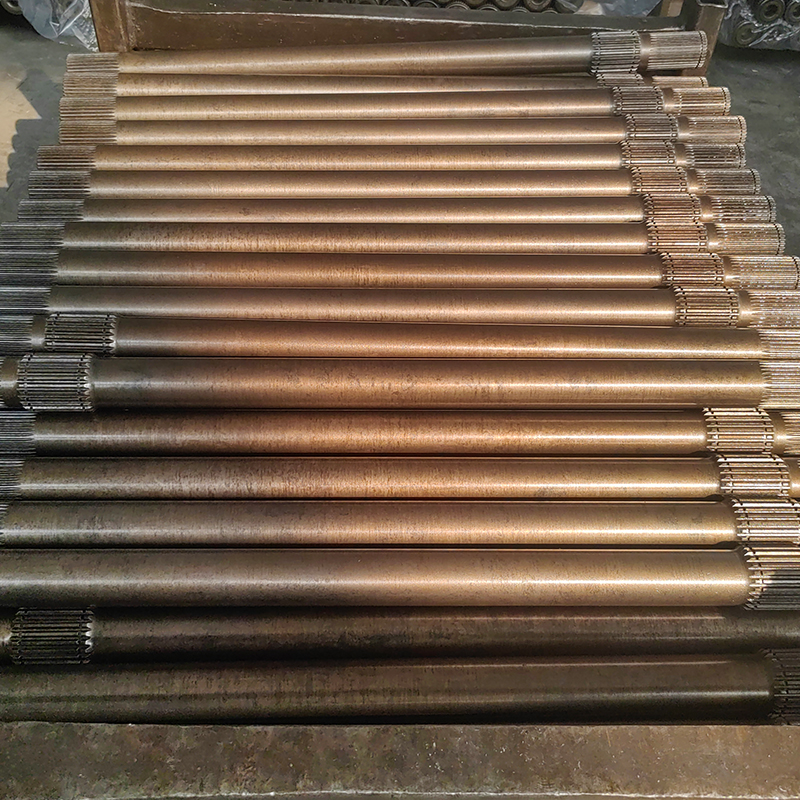

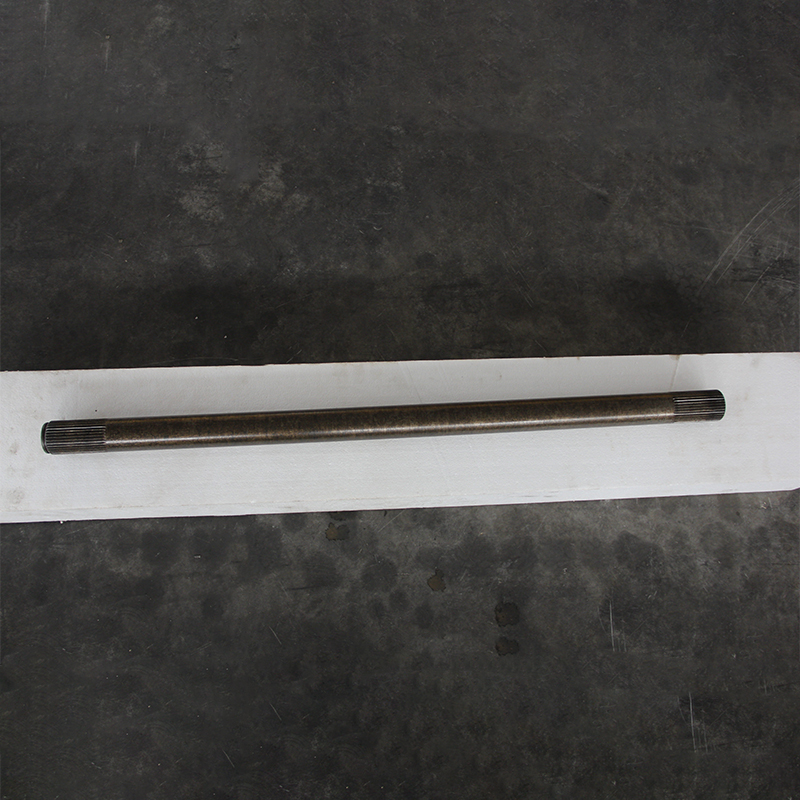
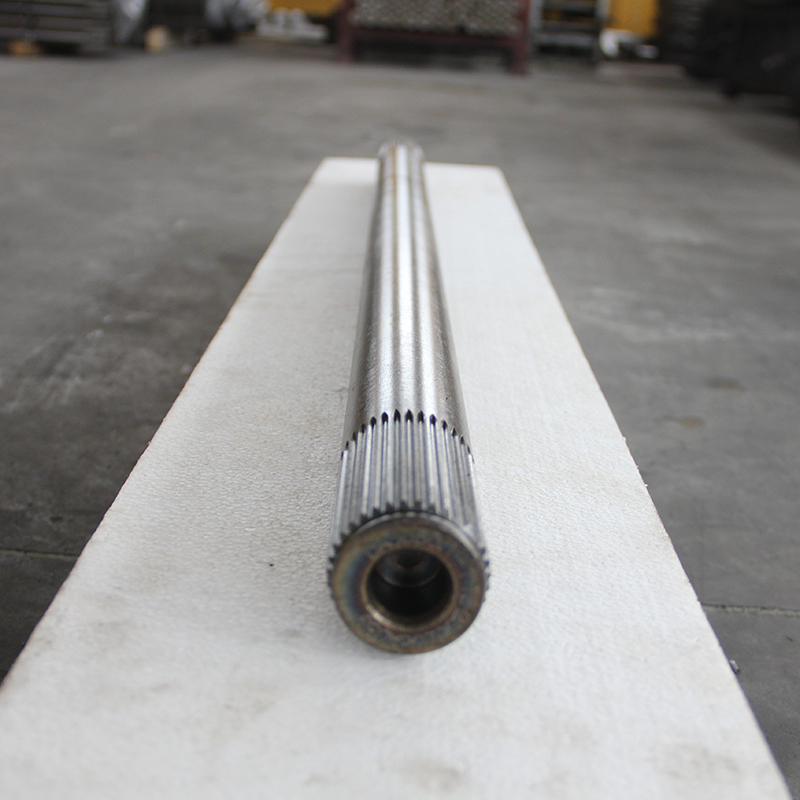

Полуось типа 30 Soma

ООО Линьи Тайли Джинггун Технолоджи
В 300 метрах к востоку от пересечения дорог Чжухай и Куньмин, улица Сезам, Новый район Ихэ, город Линьи, провинция Шаньдун, к югу от дороги
Описание продукта
Информация о компании

Отправить сообщение этому магазину
ООО Линьи Тайли Джинггун Технолоджи
В 300 метрах к востоку от пересечения дорог Чжухай и Куньмин, улица Сезам, Новый район Ихэ, город Линьи, провинция Шаньдун, к югу от дороги
Соответствующие товары
-
 Полиэтиленовая клейкая лента
Полиэтиленовая клейкая лента -
 Полипропиленовая волокнистая клейкая лента
Полипропиленовая волокнистая клейкая лента -
 Грунтовка для антикоррозионной ленты
Грунтовка для антикоррозионной ленты -
 Вязкоэластичная антикоррозионная лента
Вязкоэластичная антикоррозионная лента -
 Вязкоэластичная антикоррозионная паста
Вязкоэластичная антикоррозионная паста -
 Затвор с электроприводом и мягким уплотнением
Затвор с электроприводом и мягким уплотнением -
 Дисковый затвор с рычажным управлением, межфланцевый
Дисковый затвор с рычажным управлением, межфланцевый -
 Дисковый затвор с ручным маховиком
Дисковый затвор с ручным маховиком