
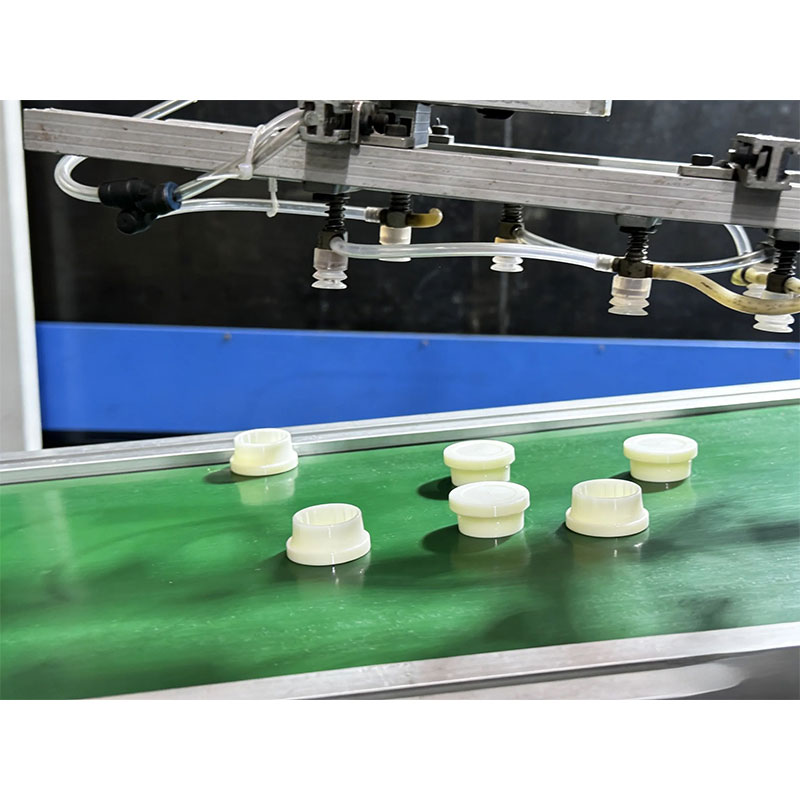
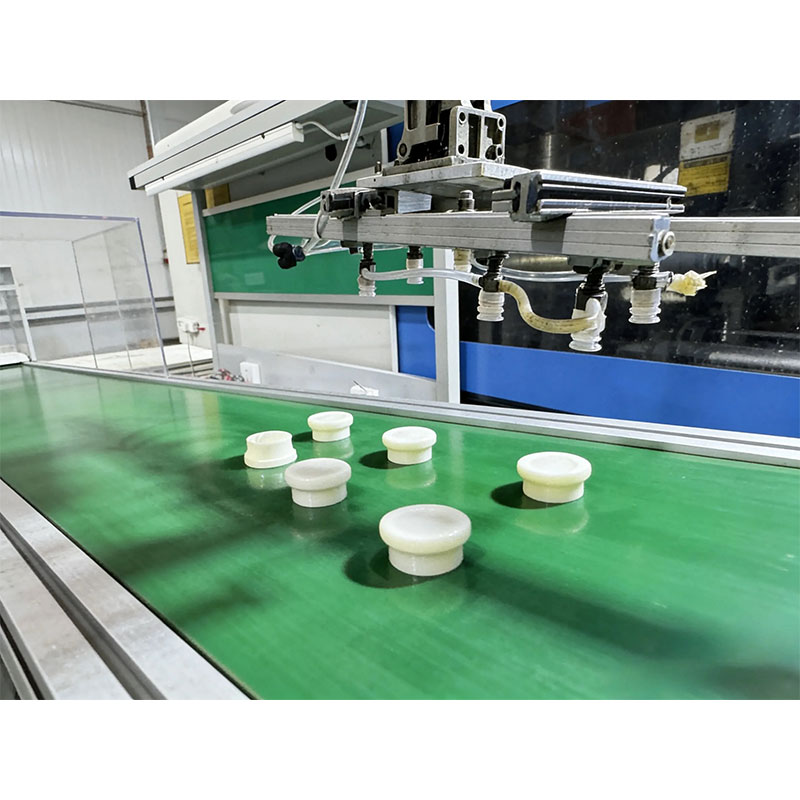
Пресс-форма для крышек бутылок

ООО Чэнду Шуанлю Синьхаосы Прецизионные Пресс-формы
Корп. 21, ул. Фулинлу, зона Шуанлю, Промышленный порт «Цзяолун», г. Чэнду, Китай
Описание продукта
Информация о компании
")
")
")
")
")

Отправить сообщение этому магазину
ООО Чэнду Шуанлю Синьхаосы Прецизионные Пресс-формы
Корп. 21, ул. Фулинлу, зона Шуанлю, Промышленный порт «Цзяолун», г. Чэнду, Китай







