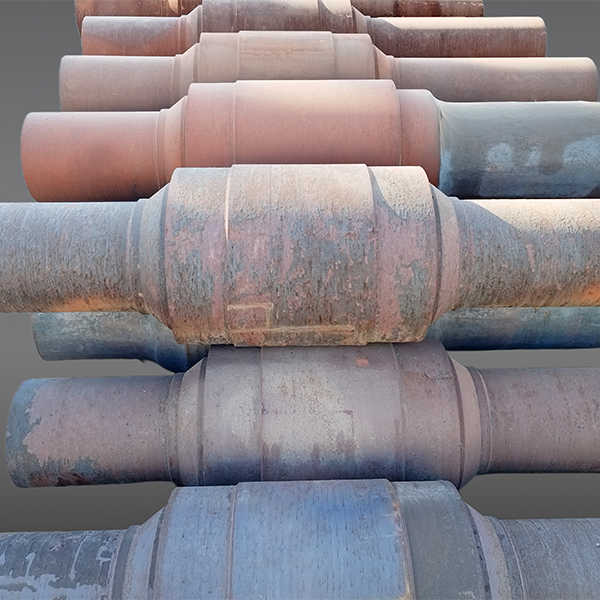
Вал прокатного валка

OOO Таньшаньский металлургическо-кузнечный завод Иньбэй
КНР, провинция Хэбэй, г. Таншань, район Кайпин, пос. Чжэнчжуанцзы, д. Аньгэчжуан, северо-восточная часть
Описание продукта
Информация о компании


Отправить сообщение этому магазину
OOO Таньшаньский металлургическо-кузнечный завод Иньбэй
КНР, провинция Хэбэй, г. Таншань, район Кайпин, пос. Чжэнчжуанцзы, д. Аньгэчжуан, северо-восточная часть
Соответствующие товары