
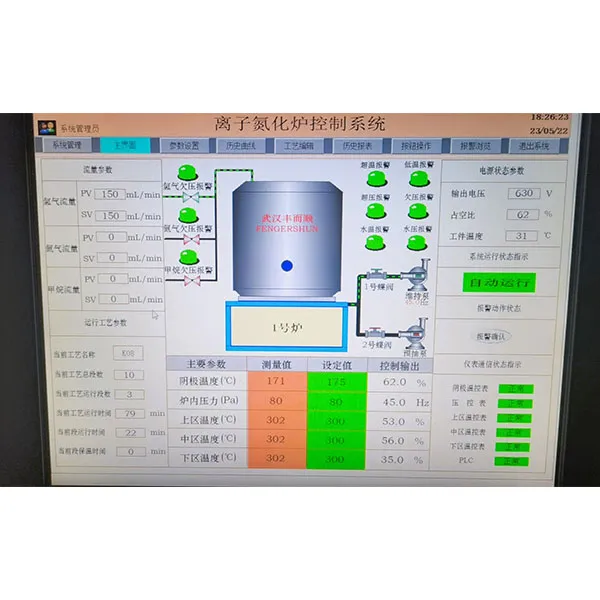
Низкочастотный импульсный источник питания серии LDMC-A

ООО Ухань Фэн Эр Шунь Оборудование для Термической Обработки
здание 5-3, Промышленный парк «Ляньдун U-Гу», Экономическая зона развития Янло, р-н Синьчжоу, г. Ухань, Китай
Описание продукта
Информация о компании






Отправить сообщение этому магазину
ООО Ухань Фэн Эр Шунь Оборудование для Термической Обработки
здание 5-3, Промышленный парк «Ляньдун U-Гу», Экономическая зона развития Янло, р-н Синьчжоу, г. Ухань, Китай
Соответствующие товары
-
 Регулятор давления газа GH330X
Регулятор давления газа GH330X -
 Испытательная машина с падающим грузом типа LC10
Испытательная машина с падающим грузом типа LC10 -
 Групповой кран для 500-метровых длинных рельсов типа MD2t-24m
Групповой кран для 500-метровых длинных рельсов типа MD2t-24m -
 Подъемный кран для сбора рельсов типа SG25A
Подъемный кран для сбора рельсов типа SG25A -
 Укладочный состав для длинных рельсовых плетей на бесбалластном основании типа WZ500E
Укладочный состав для длинных рельсовых плетей на бесбалластном основании типа WZ500E -
 Электрическая маленькая рельсовая тележка
Электрическая маленькая рельсовая тележка -
 Самоходный бетоносмеситель
Самоходный бетоносмеситель -
 Испытательная машина с падающим грузом
Испытательная машина с падающим грузом